My C&P hates me.
I am having the most bizarre inconsistencies with ink on my polymer plate (on a boxcar base).
I have adjusted the roller height again and again, at all points over the bed. I have added small sections of tape to parts of the rails where they seem to dip even…
Basically, I set up , pull a nice print after adjusting the packing, then start to work through the pile.
As I print, about 10-20 sheets in, the rollers cease to cover the plate adequately. All of a sudden there is weird fall off.
I have then taken a layer of tape of the rails, found it corrected the problem for a few passes, but then a new bald spot will appear where the rollers aren’t covering the letters.
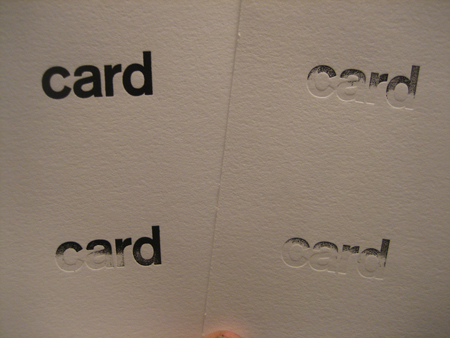
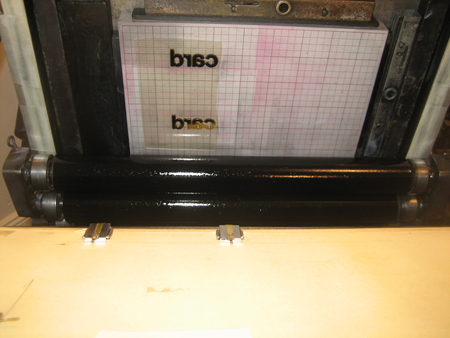
I thought it could be an irregularity in the ink plate, attached are pictures— the examples are held up backwards- on the right is the beginning of the fall off, then after throwing the press to “ink”, it takes several passes (12 or so) to fully cover the plate (kind of)
has anyone heard of this? do i need to buy a new ink plate?
how come this only happens with polymer?
I also just printed some hand set type and had no issue. same area of the platen.
I also suspect my trucks— also including a picture with those.
I am not sure what kind they are.
I am so frustrated! How could a set up work for only a few prints and change so drastically?
IMG_3488.JPG
IMG_3486.JPG
Is it possible that by smacking the photopolymer plate so hard to get the deep impression, that you are smashing it thinner and thus partially out of reach of the rollers? If you had, or could get, Morgan Expansion Roller Trucks you could immediately lower the rollers a little and resume inking, but I suspect the problem will continue. If you have a type-high gauge, measure the height of an unprinted plate on the base, then print until the problem develops, then measure again. I suspect you may find that the height has decreased a couple of thousandths.
Bob
Hmm… I will try that, but I should also mention the problem wanders— as in the lower part doesn’t get ink, then later, without changing anything, the higher part won’t get ink.
It varies in all directions.
Hello,
Are the trucks firmly mounted to the cores? I’m wondering if the rollers are skidding across the plate rather than rotating.
It is a bit difficult to tell from your photos, but the rollers appear to have a very heavy coat of ink on them. Does it look textured on the ink disk or smooth?
Daniel Morris
The Arm Letterpress
Brooklyn, NY
I would agree with Daniel. The fact that it seemed to correct itself for a bit when you adjusted the tape makes me think your rollers aren’t rotating.
Sometimes the hand-set type gives you a little more friction on the roller that keeps it turning.
Something repelling the ink from adhering?
I have had a similar problem on my Golding Pearl. I am not sure if this is the solution, or your solution but after a really close examination of my rollers I found there was a slight dip in one of them on one side of the roller. After about 20 sheets the roller’s dip would line up with the type on my plate and cause improper inking. So as inconvenient as it was, I would stop the press, rotate the roller and start again. It seemed to fix the problem.
Hope this helps, Matt.
I have a similar problem on my Pilot and the only solution so far has been to manually rotate the rollers while they’re at the bottom of their movement, when the platen is open. That ensures that a different part of the rollers hits the form (rather then the same part that just did) and also makes sure the rollers get inked all over and not just a bit. Obviously this doesn’t help if you’re not using a hand press.
if it works with type and not the polymer could there be something on the polymer plate that would keep it from inking? it looks like the rollers aren’t turning all the time , you could try roller bearers and see if that helps. Good luck Dick G.
Hi Lindsay,
The suggestions given above are all good. Careful observation and testing may narrow it down a bit.
I would try some testing of roundness/trueness of your rollers and trucks using a round roller height gauge. Remove the chase and with ink on the press, put one roller on at a time to make it easier to perform the following checks on each roller/truck. Check roller height at multiple spots on the roller, then manually rotate the roller a 1/4 turn at a time while holding the truck from rotating. Take height measurements after each 1/4 turn at the same spots. If the stripe width changes your rollers are not round and are probably causing the problem. If the stripe width doesn’t change, try rotating the truck while holding the roller from rotating and see if that changes your stripe width. If it does, your trucks are not round or have the hole off center(not likely) If the problem is moving and changing as you describe, I’d look at the rollers first especially if they haven’t been recovered in a while or may have been stored improperly.
I thought my problem was my very old rollers and I replaced them but still had the issue. I then checked roller height at various plates on the bed and got different results, so I figured it was the rails being bumpy. I didn’t have roller bearers so as a test I did some prints with just 1pt rule acting as a bearer (I know, not good for the rollers). It printed better, but didn’t totally solve the problem. I’ve since purchased proper roller bearers from Letterpress Things but haven’t tested them yet.
What I don’t get about using bearers is that I’ve become used to adding and removing tape to the rails to adjust inking…when you start regularly using bearers, you lose that ability to “slosh” the ink on, so to speak.
Another perhaps related issue was discussed in another thread, wherein the rollers themselves simply didn’t get inked enough because of how far up the disk they get. While rotating the rollers manually at the bottom helps spread it out, it also helped to lift the ink desk up a bit with some washers.
Never had to tape a rail on C&P Heid platen or cylinder. It seems to be a temp solution. Skidding prevented by keeping rails clean and sometimes a bit of rosin.
I’ve always understood the conventional wisdom was that you almost always have to tape rails, especially on very old presses that likely have been through a lot. I’ve dealt with tape on both my Pilot and a C+P 10 x 15 and in both cases there’s no skidding, just apparent variances in roller height due to wear.
i tried taping the rails but didn’t think it helped much, i would rather tape the trucks, now i mostly use the adjustable trucks. if you use old rollers you will surely have problems, in the old days printers replaced rollers almost every year. i use a offset glaze remover on my rollers , it really gets the old ink off the rollers and seems to help them ink better, only do this after every 25 or 30 washups. Dick G.
I have had problems like this on c&ps as they dont have any way to adjust the ht of the roller truck rail. First ting to do is get some rosin from the bowling alley and spread it on the top part of the rail run the press w/o impresssion
let the rosin distribute evenly on the roller tracks, the rosin
helps the truck roll down w/o skidding so the rollers roll over the type or plate. if you use the adjustable roller trucks it will help but remember the truck has to be nearly the same size as the roller or the roller turns at a different speed causing sluring the rollers need to roll over the track at the same speed as the truck if the truck is a different size than the roller this also causes roller streaks or slurring to determine if the truck is the same size as the roller wrap a strip of paper around the truck and mark with a pencil then wrap it around the roller and see if the mark is longer or shorter. for the roller to roll over at the right speed the truck and roller should be the same size. also if the roller rail is worn they should be .915 high otherwise u have to add tape the track to bring the ht of the rail to .915
I had a damon & peats that i added shims to rails to bring the ht to .915 oldmancrum
I’m not sure exactly where I remember hearing this but in order to get a bit more grip on your roller trucks to the rail you can dab it lightly with some rosin. They sell rosin bags for baseball pitchers, same stuff you’d use on a violin really but it adds grip. Don’t smother it with rosin as it will build up and could clump which would not be ideal. A little dab will do ya, so to speak.
-Chris-
MP&Co.
Forgive me as I am new, but I wanted to chime in as I was having similar issues this weekend doing my first prints.
First, I have a Kluge and not a C&P. Is there a lever under the ink disc to raise and lower it on the left hand side?
I had it lowered this weekend and was overinking to compensate for the rollers. I would have a run of 20-30 good ones and then the inking would start falling off, but there were definitely areas that were overinked as a result.
Adjusting the disc up allowed me to use less ink and I had much better even results.
This may not be your issue, but I wanted to throw it out there because your rollers look loaded with ink like mine were before I figured that out.
James
Lindsay,
The last few posts had some excellent advice about the inking problem you are experiencing. I read something earlier tonight about trouble shooting and that was change one thing at a time and see if it works.
I also have a C&P and I experienced a similar problem but it was more apparent in larger blocks of type or larger cuts. I tried all of the roller suggestions listed above, and they are all valid. However I finally realized that the disappearance marched from the top of the plate to the bottom and then started again on top. This circular parade, if you will, led me to think it was something repetitive like roller circumference differences or a “gear slur”. Either way I believe it is a slur, that is the rollers are slipping and wiping the cut/type of ink. What I found was that the pin that hold the main gear (right side of press) was a little loose and caused the gear to slip a little every so many revolutions. Check this I think it might help.
Sounds like you need to try some Morgan expansion trucks. My 10 x 15 C&P did the same thing on a few occasions. I realized that I had a truck that was slightly out of round. Completely releasing tension on my expansion trucks then resetting them to the correct height fixed the problem for me.
Always remove your rollers and trucks after every print job. Leaving them on the press overnight once caused me a day of frustration trying to fix the problem.